

MIG Welding - Modes of Transfer
- Nov 6, 2018
- 3 min read
Dip or Short Circuit Mode
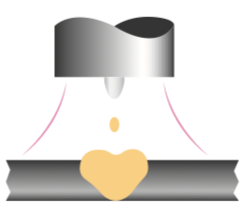
In the dip or short circuit, the wire (electrode) touches the work piece and a short circuit is created. The wire will short circuit the base metal between 90 and 200 times per second. This method has the benefit of creating a small, quickly solidifying weld puddle.
The deposition rates, wire speed and voltages are usually lower than other modes of transfer and the low heat input makes it a flexible mode for both thick and thin metals in all positions.
A - Consumable wire feed to work piece and short circuit is created
B - Wire starts to melt due to short circuit current C - Wire pinches off D - Arc length opens due to burn off
E - Wire advances towards the work piece F - Wire short circuits and the process cycles again

Some of the disadvantages of this method are limited wire feed speed and hence weld deposition rates.
On the thicker materials there can also be a danger of “cold lapping” occurring. This occurs when there is not enough energy in the weld puddle to fuse properly. Another disadvantage is that this mode produces an increased amount of spatter due to the short circuits especially compared to the other transfer methods.
An inductance is used to control the surge in current when the wire dips into the weld pool. Modern electronic power sources can automatically set the inductance to give a smooth arc and metal transfer.
Globular Transfer Mode
The globular transfer method is in effect an uncontrolled short circuit which occurs when the voltage and wire are above the dip range but too low for spray. Large irregular globules of metal are transferred between the torch and work piece under the force of gravity.

The disadvantages of this method of transfer are that it produces a large amount of spatter as well as high heat input. In addition, globular transfer is limited to flat and horizontal fillet welds above 3mm. Lack of fusion is often common because the spatter disrupts the weld puddle. Also, because globular transfer uses more wire it is generally considered less efficient.
The advantages of globular transfer are that it runs at high wire feed speeds and amperages for good penetration on thick metals. Also, when weld appearance is not critical it can be used with inexpensive, CO2 shielding gas.
Spray Arc Mode

The Spray arc mode is used with high voltage and current. Metal is projected in the form of a fine spray of molten droplets of the electrode, propelled across the arc to the work piece by an electromagnetic force without the wire touching the weld pool. Its advantages include high deposition rates, good penetration, strong fusion, excellent weld appearance with little spatter as no short circuits are occurring. The disadvantages of the spray arc mode are mainly due to the high heat input which can cause problems on thinner material and the limited range of welding positions where the mode can be used. Generally, the minimum thickness to be welded will be around 6mm.
Pulsed Arc Mode
Pulsed MIG is an advanced form of welding that takes the best of all the other forms of transfer while minimizing or eliminating their disadvantages. Unlike short circuit, pulsed MIG does not create spatter or run the risk of cold lapping. The welding positions in pulsed
MIG are not limited as they are with globular or spray and its wire use is definitely more efficient. By cooling off the spray arc process, pulsed MIG is able to expand its welding range and its lower heat input does not encounter the problems on thinner materials. In basic terms, pulsed MIG is a transfer method where material is transferred between the electrode and the weld puddle in controlled droplet form. This is achieved by controlling the electrical output of the welding machine using the latest control technologies. The pulsed MIG process works by forming one droplet of molten metal at the end of the wire electrode per pulse. When ready the pulse of current is used to propel that one droplet across the arc and into the puddle.


Comments