

MIG Equipment System Explained
- Nov 14, 2018
- 4 min read

Power Source
The power source converts the mains supply to a usable welding supply and its output is DC. In a standard MIG welder power source the relationship between voltage and welding current is termed to be a flat or constant voltage characteristic.

In the MIG/MAG process, welding current is determined by wire feed speed and arc length is determined by power source voltage level (open circuit voltage).
Wire burn-off rate is automatically adjusted for any slight variation in the gun to work piece distance, wire feed speed or current pick-up in the contact tip. For example, if the arc momentarily shortens, arc voltage will decrease and welding current will be momentarily increased to burn back the wire and maintain pre-set arc length. The reverse will occur to counteract a momentary lengthening of the arc.
The electrode MIG Gun is normally +VE and the work return is normally –VE. However, certain consumable wires sometimes require what is called reverse polarity i.e. Electrode –VE work +VE.
Typical of these types of wire are cored wires used in hard facing or high deposition and gasless applications.
There are a wide range of power sources available and the mode of metal transfer can be
:• Dip
• Globular/Spra
• Pulsed
Typical Welding Ranges:

Wire Feed Unit

The wire feed unit has a drive motor and feed roll system to feed the MIG wire. This feed system may be built into the power source (compact) or a separate unit (SWF). Wire feed units can be either two or four roll drive.
The performance of the wire feed system can be crucial to the stability and reproducibility of MIG welding.
Roll pressure must not be too high otherwise the wire will deform and this results in poor current pick up in the contact tip.
With copper coated wires, too high a roll pressure or use of knurled rolls increases the risk of flaking of the coating (resulting in copper build up in the contact tip). There are three types of feeding systems:
Feed and Pressure Pinch Rolls
The conventional wire feed system normally has a set of rolls where one is grooved and the other has a flat surface or some drive systems may have top and bottom rolls grooved.
The feed system will have a tensioner to adjust the pressure on the wire to be fed.


Types of Feed Rolls
Push Pull System (Optional)

This is an alternative option to using a standard MIG welding gun.
Small diameter aluminium wires, 1mm and smaller, are more reliably fed using a push-pull system. With this setup a second set of rolls is located in the welding gun - this greatly assists in drawing the wire through the conduit.
The disadvantage of this system can be the increased size and weight of the gun.
Spool On Gun (Optional)

This is another option to using a standard MIG welding gun.
Small wires can also be fed using a small spool mounted directly on the gun. Again, the disadvantages with this are increased size, awkwardness of the gun and higher wire cost due to small size reels. For feeding soft wires such as aluminium, dual-drive systems should be used to avoid deforming the soft wire.
As the system must be capable of feeding the wire smoothly attention should be paid to the feed rolls and liners.
The Gas Cylinder
The gas cylinder contains gas stored under pressure usually 230 or 300 Bar and should be handled carefully. This gas shields the weld area from contaminants and enhances the welding process.
In the case of carbon dioxide, the gas may be in liquid form and requires a heater to change it to vapour.
The Regulator / Flowmeter

This regulates the cylinder pressure to a usable shielding gas pressure and controls the flow of gas. Regulators may have a built in flow control or have a separate flow meter.
They come in single or multi stage configuration and normally have either single gauges or two gauges.
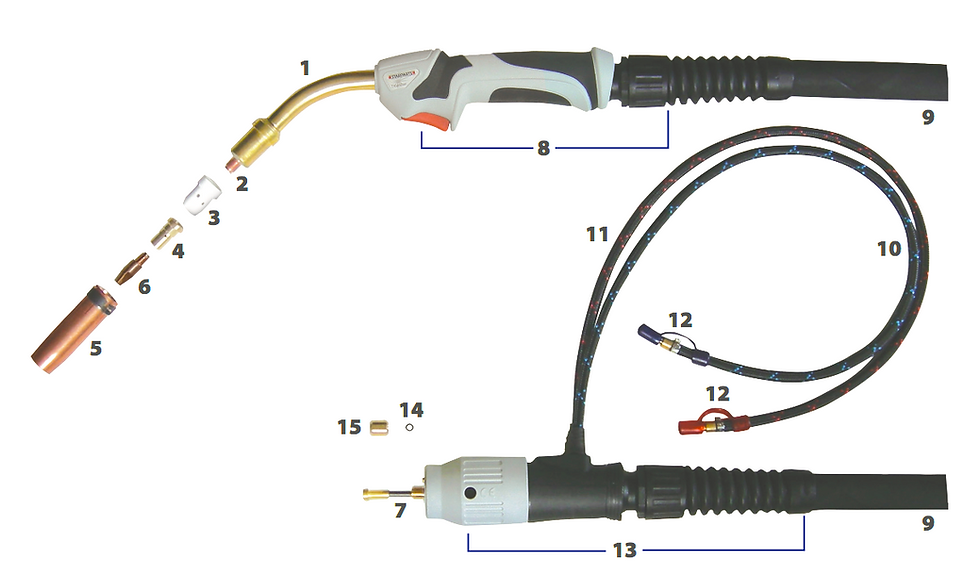
MIG Welding Gun

The welding gun is one of the most critical parts of the system. In addition to directing the wire to the joint the welding gun fulfils two important functions.
It transfers the welding current to the wire via the contact tip and the shield nozzle directs the shield gas around the arc and weld pool.
There are two types of welding guns air/gas cooled and water cooled as shown below.
Air Cooled Gun

The air cooled guns utilise the shielding gas passing through the body to cool the nozzle and have a limited current-carrying capacity. They are suited for light duty work.
Some air cooled guns are available with current ratings up to 500A but these are often heavy and not suited to extended work periods.

Water Cooled Gun
The water cooled guns are preferred for high current levels and especially at high duty cycles. They are much lighter in weight due to the lesser
amounts of copper made possible by the cooling system.
Interconnecting Cables

When using a system with a separate wire drive unit this is connected to the power source by an interconnecting cable. These can be air or water cooled and various lengths.
The interconnections carry welding power, shield gas and control supply for the wire feed drive. The water cooled option will
also have coolant flow and return pipes.
Work Return Lead & Clamp

A “ground/neutral” is required as electricity follows the path of the least resistance. The correct diameter of copper cable should be used for the amps being carried.
The cable is attached to the welder with a cable plug and the clamp is attached to the material being welded.


Comments